鞍山科技新观察丨“黑灯工厂”点亮智慧矿山 | 鞍山新闻网
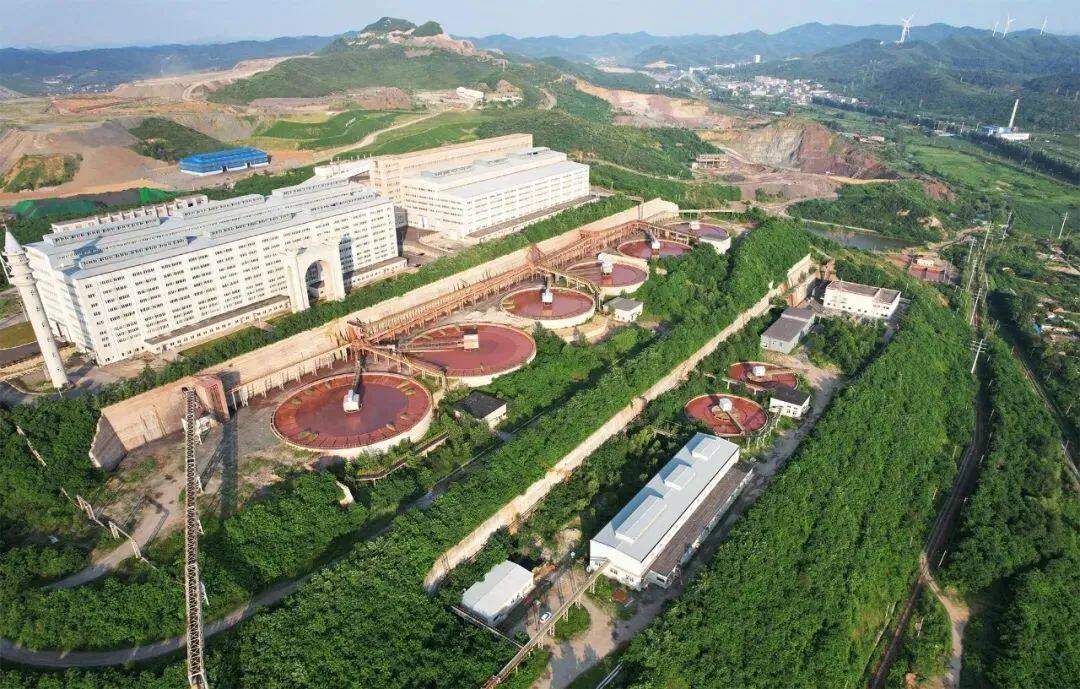
在美丽的千山脚下,有一片建在山顶的“城堡”式建筑群——这就是鞍钢矿业关宝山公司。这家以智能技术高度集成的“黑灯工厂”闻名行业的企业,今年一季度,劳动生产率高于行业平均水平90%。

“黑灯工厂”里,真的是一片漆黑吗?无人化操作,如何保证生产安全高效?智能制造,为企业带来哪些发展前景……带着这些疑问,踏着初春略有寒意的晨光,记者来到鞍钢矿业关宝山公司选矿区域。
走进巨大的厂房,里内一片漆黑,只有机器运转的轰鸣声持续传来。通过安检门,随着记者不断前行,生产现场的自动感应灯逐一亮起,眼前的各种生产设备才渐渐清晰起来。两台巨型球磨机正在高速运转、智能巡检机器人沿着预定轨道快速穿梭、各种感应设备规律地闪烁着红色光线……鞍钢矿业关宝山公司选矿管理主任工程师张文辉告诉记者,关宝山公司是我国钢铁行业首个选矿“智慧工厂”,它创新应用了知识图谱和机器学习相融合的边云协同人工智能技术,创造出远超传统工厂的业绩。

现场记者看到,关宝山公司运用大数据、云计算、自动控制、在线监测、AI等先进技术,优化生产管控流程,大幅提高指标精益度和生产效率。有了这些“黑科技”,职工坐在2公里外的ROC远程控制中心,就可以全流程控制企业生产。走进ROC远程控制中心,步入大厅,首先映入眼帘的是一面大屏幕墙,屏幕中央是“智能选矿工业互联网平台”,从精矿产量、球磨机处理量、U型仓到实时料位统计,从生产指标、绩效排名、配矿P指数、各种品位指标到班次得分分布,在这里一目了然、清晰可见。现场工作人员告诉记者,过去,要想采集这些数据,完成相关作业,职工每小时都得爬一回几十米高的铁楼梯,逐个点位测量球磨机的浓度、温度、PH值,观察精矿和泡沫状态等判断选别效果。这些操作对职工技术水平要求很高,没有十年八年的经验是肯定完成不了的。现在有了泡沫分析仪,通过视频就能远程了解各个流程矿浆泡沫的实时状态并利用大数据科学计算分析,自动调节控制加药量和锥阀开度、充气量等指标,确保运营指标保持良好状态。

采访过程中记者了解到,关宝山公司借助工业控制系统和PLC升级等自动控制手段实现在线设备实时监测和智能调节,大幅提高了劳动生产率。同时,通过建立指标在线监测分析系统,用粒度、品位等指标实时监测手段替代人工取样、定时化验、人工抄表等传统方式,监测间隔由2小时缩短至2分钟,且精度较。“过去,职工听球磨机的声音判断磨矿状态是否正常,现在,大数据技术把声音转化成数据,精准判断磨机负荷;过去,职工看矿样判断品位,现在,品位分析仪通过光谱就能快速测量出矿石品位;过去,破碎工序每班次需要20多名职工,现在,通过智能布料系统、块度检测系统、胶带防护系统,50余台(套)设备全部实现远程一键操控……”张文辉告诉记者,这些改变得益于鞍钢矿业全力推进信息化智能化建设。

时代变革推动技术变革,技术变革指引企业改革。云计算、大数据等新一代信息化技术已悄然改变“眼看、耳听、手摸”的传统选矿生产方式,为关宝山公司带来了全方位改革蝶变。未来,鞍钢矿业关宝山公司将继续开展智能化改造,申报卓越级工厂,引领行业发展。